Seleção de materiais para conexões de solda de topo Escolher o material certo é o primeiro passo na seleção...
Página inicial / Notícias / Notícias da indústria / Saiba mais sobre os diferentes tipos de acessórios para tubos soldados
Saiba mais sobre os diferentes tipos de acessórios para tubos soldados

Acessórios para tubos de solda de topo representam a espinha dorsal dos sistemas de tubulação modernos em setores que vão desde petróleo e gás até fabricação farmacêutica. Esses componentes projetados com precisão permitem mudanças de direção, conexões de ramificação, transições de tamanho e terminações de linha, ao mesmo tempo que mantêm a integridade estrutural e a capacidade de conter pressão das redes de tubulação soldada. Ao contrário das conexões roscadas ou flangeadas, as conexões de solda de topo criam juntas permanentes e estanques por meio de soldagem por fusão, oferecendo resistência superior, queda mínima de pressão e maior confiabilidade em condições de serviço exigentes. Compreender os vários tipos de acessórios para solda de topo, suas aplicações específicas, padrões dimensionais e critérios de seleção é essencial para engenheiros, projetistas e fabricantes que trabalham para criar sistemas de tubulação seguros e eficientes.
Cotovelos de solda de topo para mudanças de direção
Os cotovelos constituem os acessórios de solda de topo mais comumente usados, permitindo que os sistemas de tubulação mudem de direção enquanto mantêm a continuidade do fluxo e a resistência estrutural. Esses acessórios estão disponíveis em vários ângulos, raios e configurações para acomodar diferentes requisitos de roteamento e especificações de desempenho. O cotovelo padrão de 90 graus altera a direção do fluxo em um ângulo reto e representa o carro-chefe das mudanças de direção da tubulação. Esses cotovelos vêm em duas configurações de raio primário: raio longo (LR) e raio curto (SR). Cotovelos de raio longo apresentam um raio central igual a 1,5 vezes o diâmetro nominal do tubo, proporcionando mudanças de direção de fluxo mais suaves que minimizam a queda de pressão e a erosão, tornando-os a escolha preferida para a maioria das aplicações.
Cotovelos de raio curto, com raio da linha central igual ao diâmetro nominal do tubo, criam mudanças de direção mais compactas, úteis onde restrições de espaço impedem acessórios de raio longo. No entanto, a curvatura mais apertada cria quedas de pressão mais elevadas e aumenta a turbulência, podendo causar erosão em serviços abrasivos ou de alta velocidade. O cotovelo de 45 graus proporciona uma mudança de direção mais suave do que os acessórios de 90 graus, geralmente usados em pares para criar curvas de 90 graus com menor queda de pressão do que os cotovelos individuais de 90 graus. Outros ângulos especializados, incluindo ângulos de 22,5 graus e ângulos personalizados, podem ser fabricados para aplicações específicas, embora acessórios padronizados de 45 e 90 graus ofereçam melhor disponibilidade e custos mais baixos.
Métodos de fabricação de cotovelo
Os cotovelos para solda de topo são fabricados através de vários processos, cada um afetando as propriedades da conexão e a adequação para diferentes aplicações. Cotovelos sem costura, formados por curvatura a quente ou a frio de tubos sem costura, oferecem espessura de parede uniforme e sem costura longitudinal, tornando-os ideais para serviços críticos e de alta pressão. Os cotovelos soldados, fabricados em chapa ou tubo soldado, contêm uma costura de solda longitudinal que deve ser considerada no projeto e na orientação durante a instalação. Cotovelos dobrados em mandril, criados pela dobra de tubo reto sobre mandris de formação, fornecem excelente consistência dimensional, mas podem apresentar adelgaçamento da parede no extradorso (raio externo) e espessamento no intradorso (raio interno) que deve ser levado em consideração nos cálculos de tensão.

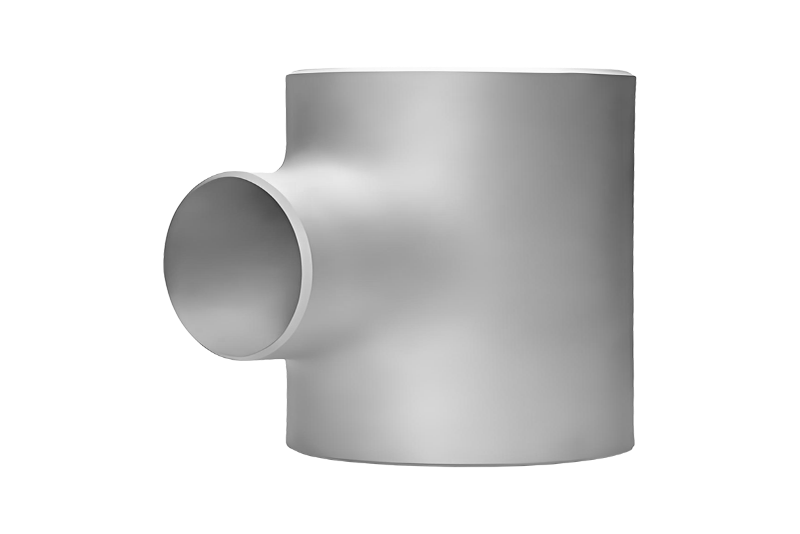
Tees e conexões cruzadas para conexões de ramificação
As conexões em T permitem conexões ramificadas em sistemas de tubulação, criando junções de três vias onde o fluxo pode se dividir ou se combinar. O tee reto, também chamado de tee igual, apresenta diâmetros idênticos em todas as três aberturas, permitindo que tubos de tamanhos iguais se cruzem em ângulos retos. Esta configuração é adequada para aplicações onde o fluxo se divide igualmente ou onde ramais e linhas de execução transportam vazões semelhantes. Os tês redutores incorporam uma saída de ramal de menor diâmetro, mantendo conexões de passagem de diâmetro igual, acomodando ramais com requisitos de fluxo mais baixos sem a necessidade de acessórios redutores separados. A saída reduzida pode ser concêntrica (centralizada) ou excêntrica (offset), com configurações excêntricas evitando acúmulo de líquido em ramais horizontais.
Os acessórios transversais, embora menos comuns que os tês, fornecem interseções de quatro vias onde dois tubos perpendiculares se cruzam. Essas conexões experimentam padrões de tensão complexos sob pressão e cargas térmicas, tornando-as mais caras e geralmente menos preferidas do que usar conexões em T múltiplas. No entanto, as cruzes fornecem soluções eficientes em termos de espaço para geometrias específicas e são ocasionalmente necessárias em instalações compactas. Tanto os tês quanto as cruzetas estão disponíveis em vários horários e classificações de pressão para atender às especificações do tubo de conexão, garantindo espessura de parede consistente e capacidade de contenção de pressão em todo o sistema de tubulação.
| Tipo de adaptação | Configuração | Aplicação Primária | Vantagem Principal |
| Camiseta reta | Saídas de diâmetro igual | Distribuição igual de fluxo | Classificação de pressão uniforme |
| Redução do Tee | Saída de filial reduzida | Conexões de ramais | Solução de encaixe único |
| Camiseta Lateral | Ramo de 45 graus | Transição de fluxo mais suave | Menor queda de pressão |
| Cruz | Junção de quatro vias | Interseções perpendiculares | Eficiência espacial |
Redutores para transições de tamanho de tubo
Os redutores facilitam as transições entre diferentes diâmetros de tubos, permitindo a otimização das velocidades de fluxo e dos custos de tubulação em todo o sistema. Os redutores concêntricos mantêm uma linha central comum entre os tubos maiores e menores, criando um formato de cone simétrico. Esta configuração funciona bem para tubulações verticais ou serviços de gás onde manter o alinhamento da linha central é importante e o acúmulo de líquido não é uma preocupação. A mudança gradual de diâmetro em redutores concêntricos minimiza a turbulência e a queda de pressão, tornando-os adequados para a maioria das aplicações de transição de tamanho onde a geometria permite.
Os redutores excêntricos apresentam linhas centrais deslocadas com um lado da conexão permanecendo plano ou paralelo, evitando o acúmulo de líquido em pontos altos ou bolsas de vapor em pontos baixos na tubulação horizontal. A instalação de redutores excêntricos com o lado plano para cima em linhas de líquido horizontais evita a formação de bolsas de gás que podem causar interrupção do fluxo ou cavitação. Por outro lado, a instalação com o lado plano para baixo em linhas de gás horizontais evita o acúmulo de líquido que poderia criar fluxo de golfadas ou problemas de corrosão. A configuração excêntrica também facilita a drenagem durante a manutenção, eliminando pontos baixos onde os líquidos poderiam ficar presos.
Considerações sobre o projeto do redutor
O ângulo de redução do diâmetro nos redutores afeta a queda de pressão e as características do fluxo. Os redutores padrão normalmente apresentam ângulos entre 15 e 30 graus, equilibrando o comprimento compacto da conexão com perdas de pressão aceitáveis. Ângulos mais acentuados criam conexões mais curtas, mas aumentam a turbulência e a queda de pressão, enquanto ângulos mais graduais exigem conexões mais longas, mas proporcionam transições de fluxo mais suaves. Para aplicações críticas que envolvem altas velocidades ou serviços erosivos, redutores personalizados com conicidade gradual podem ser especificados para minimizar perturbações de fluxo. A espessura da parede dos redutores normalmente corresponde à espessura dos dois tubos de conexão para garantir a resistência adequada em toda a zona de transição.
Limites para terminação e fechamento de linha
As tampas de solda de topo fornecem fechamento permanente para extremidades de tubos, criando terminações estanques à pressão para linhas sem saída, terminações temporárias durante a construção em fases ou conexões permanentes de equipamentos. Essas conexões em forma de cúpula distribuem as cargas de pressão de forma eficiente através de sua geometria curva, alcançando a mesma classificação de pressão que o tubo de conexão enquanto usam material relativamente fino. O formato hemisférico ou elíptico das tampas proporciona uma relação resistência/peso superior em comparação com tampas planas, tornando-as a escolha preferida para terminações que contêm pressão.
As tampas estão disponíveis em vários formatos de cabeça, incluindo hemisférica, elíptica (2:1) e torisférica, cada uma oferecendo diferentes relações profundidade-diâmetro e eficiências de contenção de pressão. As tampas hemisféricas fornecem a geometria mais forte, mas exigem o perfil mais profundo, enquanto as tampas elípticas e torisféricas oferecem soluções mais compactas com classificações de pressão ligeiramente reduzidas. Para aplicações que requerem acesso frequente ou potencial extensão futura, os fechos flangeados com flanges cegas podem ser mais práticos do que as tampas permanentes soldadas, embora com um custo inicial mais elevado e um maior potencial de fugas.
Extremidades de ponta e acessórios de junta sobreposta
As extremidades das juntas sobrepostas, também chamadas de extremidades das juntas sobrepostas, são acessórios especializados para solda de topo projetados para funcionar com flanges de juntas sobrepostas na criação de conexões flangeadas semipermanentes. A extremidade da ponta é soldada ao tubo enquanto fornece um alargamento arredondado que assenta contra um flange de junta sobreposta solto. Esta configuração oferece diversas vantagens em relação aos flanges de pescoço soldados tradicionais, particularmente em sistemas que utilizam materiais de tubulação de liga caros. A extremidade da ponta, fabricada a partir da mesma liga resistente à corrosão que o tubo, fornece todo o contato com a superfície molhada, enquanto o flange da junta sobreposta sem contato pode ser feito de aço carbono barato, reduzindo significativamente os custos de material.
As extremidades da ponta facilitam o alinhamento durante a instalação, uma vez que o flange da junta sobreposta pode girar livremente na extremidade da ponta, simplificando o alinhamento do orifício do parafuso com os flanges correspondentes. Esse recurso é particularmente valioso ao instalar tubulações longas ou ao fazer conexões a equipamentos fixos onde o alinhamento rotacional preciso é difícil. A junta de solda de topo entre a extremidade da ponta e o tubo pode ser examinada radiograficamente mais facilmente do que as soldas de ângulo usadas com flanges de encaixe ou de encaixe, proporcionando maior garantia de qualidade para serviços críticos. No entanto, o conjunto de flange de junta sobreposta e extremidade de ponta de duas peças custa mais do que flanges de pescoço de solda equivalentes quando ambos os componentes usam o mesmo material, limitando as aplicações a situações em que a economia de custos de material ou as vantagens de alinhamento justificam o aumento dos custos de montagem.
Padrões e especificações dimensionais
As conexões para solda de topo são fabricadas de acordo com vários padrões dimensionais que garantem compatibilidade com tamanhos de tubos padrão e programações de espessura de parede. ASME B16.9 cobre acessórios de solda de topo de aço forjado feitos de fábrica, estabelecendo dimensões, tolerâncias e classificações de pressão-temperatura para tamanhos NPS 1/2 a NPS 48. Este padrão define dimensões de acessórios, incluindo distâncias de centro a extremidade para cotovelos, dimensões de centro a centro e de ponta a ponta para tês e cruzes, e comprimentos de face a face para redutores e tampas. MSS SP-75 fornece especificações para conexões forjadas de alto teste para soldagem de topo, cobrindo os mesmos tipos de conexões com propriedades mecânicas aprimoradas para condições de serviço severas.
Esses padrões especificam programações de espessura de parede que correspondem às programações de tubos padrão (Programação 10 a XXH), garantindo que as conexões mantenham classificações de pressão consistentes com os tubos de conexão. Os padrões também definem faixas de tolerância para dimensões críticas, limites de ovalidade e requisitos de retilinidade que garantem o ajuste adequado durante a soldagem e montagem do sistema. Para tamanhos, materiais ou configurações não cobertos pelas especificações padrão, acessórios personalizados podem ser fabricados de acordo com os requisitos específicos do projeto, embora com custos mais elevados e prazos de entrega mais longos do que os itens padrão do catálogo.
Especificações de materiais
As conexões para solda de topo estão disponíveis em uma gama completa de materiais de tubulação, incluindo aço carbono, aço inoxidável, aço-liga, ligas de níquel, titânio e outros materiais especializados. As especificações de materiais comuns incluem ASTM A234 para conexões de aço carbono e liga, ASTM A403 para conexões de aço inoxidável austenítico forjado e vários outros padrões ASTM para famílias de materiais específicos. A seleção do material depende das condições de serviço, incluindo temperatura, pressão, ambiente corrosivo e compatibilidade com fluidos de processo. As conexões devem corresponder ou exceder as especificações do tubo de conexão para garantir resistência à corrosão e propriedades mecânicas consistentes em todo o sistema de tubulação.
Acessórios para solda de topo para fins especiais
Além dos cotovelos, tês, redutores e tampas padrão, acessórios especializados para solda de topo atendem a requisitos exclusivos de tubulação. As laterais, também chamadas de tês laterais ou acessórios em estrela, apresentam conexões de ramificação em ângulos de 45 graus, em vez de ramificações perpendiculares dos tês padrão. Essa configuração proporciona transições de fluxo mais suaves para decolagens de ramais, reduzindo a queda de pressão e a erosão em comparação com tês de 90 graus. As laterais são particularmente valiosas em serviços de alta velocidade ou onde minimizar a perda de pressão é crítica, embora sua geometria especializada as torne mais caras do que os tês padrão.
Os niples de estampagem, também chamados de niples redutores ou niples desiguais, combinam a função de um redutor com um pequeno comprimento de tubo em uma única conexão. Esses componentes fazem a transição entre tamanhos de tubos em uma distância muito curta, útil onde restrições de espaço impedem a instalação de redutores padrão. As selas ou acessórios de saída contornados fornecem conexões de ramificação reforçadas para aplicações de saída fabricadas, soldadas no tubo de execução para criar aberturas de ramificação sem acessórios em T separados. Essas conexões fabricadas oferecem flexibilidade no posicionamento e nos ângulos dos ramos, mas exigem procedimentos de soldagem e inspeção especializados para garantir resistência adequada e construção à prova de vazamentos.
Requisitos de preparação final e chanfro
A preparação adequada das extremidades é crítica para obter soldas de topo sólidas ao instalar essas conexões. As conexões padrão para solda de topo são fornecidas com extremidades chanfradas preparadas para soldagem de acordo com as especificações ASME B16.25. O ângulo de chanfro padrão de 37,5 graus (criando um ângulo incluído de 75 graus quando duas extremidades chanfradas são unidas) fornece abertura de raiz adequada e ângulo de ranhura apropriado para penetração completa da solda usando vários processos de soldagem. A face da raiz, normalmente de 1,6 mm (1/16 polegada), fornece um assentamento para o passe de raiz e ajuda a evitar queimaduras durante a soldagem inicial.
O alinhamento adequado e o controle de folga durante o ajuste garantem a qualidade da solda e a integridade do sistema. A abertura da raiz entre os componentes instalados normalmente varia de 1,6 mm a 3,2 mm, dependendo do processo de soldagem, da espessura da parede do tubo e da preferência do soldador, com lacunas consistentes ao redor da circunferência garantindo entrada de calor e penetração uniformes. O desalinhamento entre as linhas centrais da conexão e do tubo deve ser minimizado, com a maioria dos códigos limitando o deslocamento a 1,6 mm ou 1/8 da espessura da parede, o que for menor. O desalinhamento excessivo cria concentrações de tensão e potenciais pontos de falha, particularmente em serviços cíclicos onde ocorre carga de fadiga.
Critérios de seleção para acessórios para solda de topo
A seleção de conexões de solda de topo apropriadas requer a avaliação de vários fatores além da simples compatibilidade dimensional. As condições de serviço, incluindo pressão, temperatura, características do fluido e taxas de fluxo, determinam a classe de pressão necessária e a seleção do material. Serviços corrosivos ou erosivos podem exigir materiais atualizados ou paredes mais espessas para garantir uma vida útil adequada. As características do fluxo influenciam a seleção da geometria da conexão – serviços de alta velocidade se beneficiam de cotovelos de raio longo e redutores graduais para minimizar a queda de pressão e a erosão, enquanto instalações compactas podem exigir cotovelos de raio curto, apesar de maiores perdas de pressão.
- Classificações de pressão e temperatura: Corresponder ou exceder as condições máximas de projeto com margens de segurança apropriadas
- Compatibilidade de materiais: Garanta a resistência à corrosão e as propriedades mecânicas adequadas aos fluidos do processo e às condições operacionais
- Programação e espessura da parede: Mantenha uma espessura de parede consistente em todo o sistema para obter uma classificação de pressão uniforme
- Conformidade com o código: Verifique se as conexões atendem aos códigos de tubulação aplicáveis, como ASME B31.1, B31.3 ou outros requisitos específicos da jurisdição
- Documentação de qualidade: Obtenha relatórios de testes de moinhos, certificações de materiais e relatórios de inspeção dimensional para serviços críticos
- Considerações econômicas: Equilibre os custos iniciais de instalação com a mão de obra de instalação, a vida útil esperada e os requisitos de manutenção
Melhores práticas de instalação e controle de qualidade
A instalação bem-sucedida de acessórios para solda de topo requer adesão a práticas comprovadas que garantem a qualidade da junta e a integridade do sistema. O armazenamento adequado dos acessórios protege as extremidades chanfradas e as superfícies internas contra danos, corrosão e contaminação antes da instalação. As conexões devem ser inspecionadas visualmente antes da instalação para verificar a conformidade dimensional, verificar se há defeitos superficiais e garantir a marcação adequada do grau do material. A limpeza de superfícies internas e áreas de preparação de solda remove óleos, sujeira, carepa e outros contaminantes que podem comprometer a qualidade da solda ou introduzir substâncias promotoras de corrosão no sistema.
As especificações do procedimento de soldagem (WPS) e as qualificações do soldador apropriadas para os materiais, espessura da parede e condições de serviço devem ser verificadas antes do início da soldagem. Os requisitos de pré-aquecimento para aços carbono e ligas devem ser calculados e aplicados para evitar trincas induzidas por hidrogênio e garantir ductilidade de solda adequada. O tratamento térmico pós-soldagem pode ser necessário para conexões de paredes espessas, certos materiais ou condições de serviço específicas para aliviar tensões residuais e restaurar as propriedades do material afetadas pela soldagem. Exames não destrutivos, incluindo radiografia, testes ultrassônicos ou outros métodos, verificam a qualidade da solda e detectam defeitos que podem comprometer a integridade do sistema.
Compreender os diversos tipos de acessórios para tubos soldados, suas características específicas e práticas adequadas de seleção e instalação permite que engenheiros e fabricantes criem sistemas de tubulação confiáveis e eficientes. Desde o cotovelo onipresente que permite mudanças de direção até pontas especializadas que facilitam conexões flangeadas econômicas, cada tipo de conexão desempenha funções específicas dentro da rede geral de tubulação. A atenção aos padrões dimensionais, especificações de materiais, requisitos de preparação final e melhores práticas de instalação garantem que esses componentes críticos tenham um desempenho confiável durante toda a vida útil pretendida, mantendo a segurança do sistema e a eficiência operacional em inúmeras aplicações industriais.
Últimas Notícias
Notícias E blogs
Mantenha-se informado sobre nossos eventos recentes


Fabricantes de acessórios para tubos
Direitos autorais © Acessórios para tubos Jiangyin Gaoxin Co., Ltd.
